德枫注塑机维修专家分析发那科原点复归的方法
注塑机维修
一. 准备工作
开电后,将合模,推顶,螺杆相对应的马达旋转一周以上,关电再开电。
二. 将机械位置置于零位
a) 模板
打开合模侧后盖板,按图示方向拉动皮带(动模板向前),拉到无法再向前拉动为止,然后再反向回退,使皮带上的记号与皮带轮及机器本体上的记号第一次相对应起来。
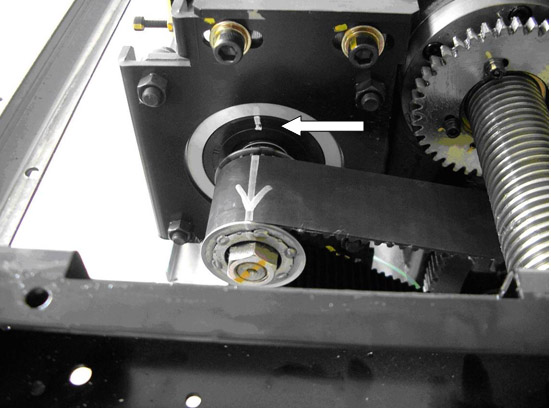
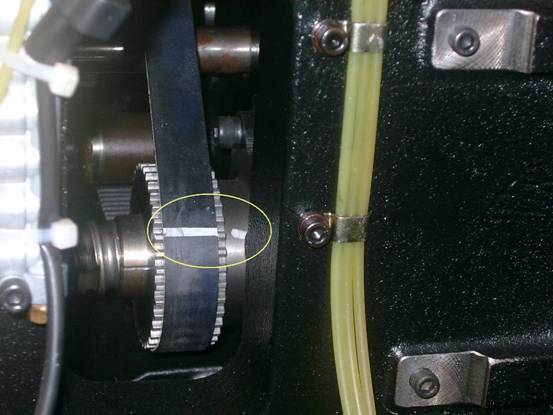
假如皮带因跳齿而使得记号不可信的话,那么要使用以下方法。
使机构部的三个PIN在一直线上。

b) 推顶器
可按照类似模板的方法,即顶杆后退到最后,然后再向前至记号对上。
或者更简单的办法:使顶杆后退至不冒出模板即可。
c) 螺杆
升温到指定温度后,用手拉动皮带,使螺杆向前移动到最前端,然后后退1mm。
*在用手拉动皮带时,须按下紧急停止按钮,否则拉不动皮带。
在执行以上操作时请注意安全。

三. 参数设定
a) 进入CNC画面:输入-9999然后按模开闭组键(下图)。
进入如下画面

再按两下模具文件

(有时也可能是别的按键(W-6#机是

两下, 这时要退到第一个画面再进行),到如下画面(SETTING画面)

b) 关闭写保护:将SETTING画面中的第一项PARAMETER WRITE改为1(使得参数允许被修改)。
c) 按一下模开闭组键,进入PARAMETER画面;
d) 输入1815然后选择触摸屏上的NO.SRH(1815参数是原点位置记录的参数;按NO.SRH是表示搜寻1815号参数)
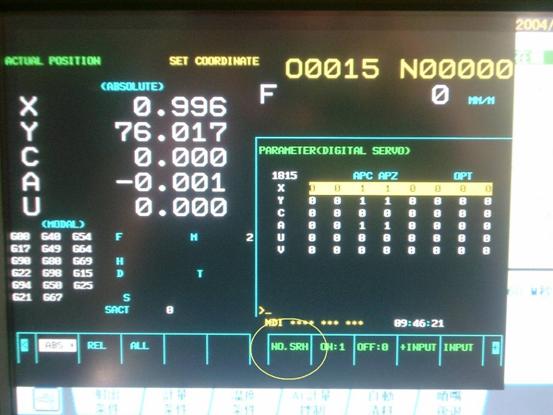
其中列APC是表示电池的电量:1有,0无(即当外部电池电量过低时,会发生APC电池电量过低报警,此时此参数会自动变为0);列APZ表示原点位置的纪录:1记录,0丢失(电池电量过低时,丢失)。
e) 将现在机械位置记为原点:将所需做原点复归的轴的APZ位先改为0,然后再改为1。(X — 射出,Y — 模板,A — 顶杆,C轴无原点)
f) 将写保护重新打开。
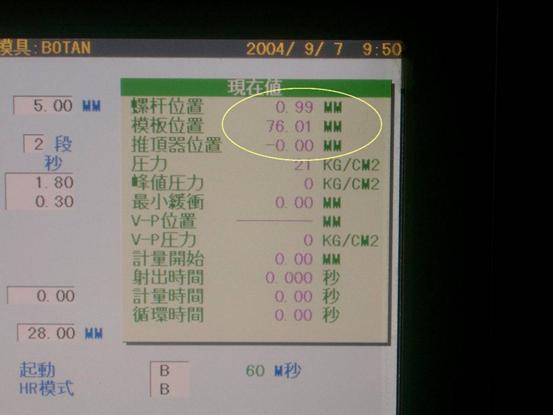
g) 在黑色画面以外的部分点一下,退出CNC画面。在操作画面的右上方检查一下校正过以后的原点位置。
注塑机配件
h) 关操作面板电源,关总电源。
i) 再开机,再次确认位置后,原点复归结束。
*在修改参数时,该按液晶屏下方的组键和NO.SRH时别错按成输入(INPUT)。
*假如出现APZ位无法记入的现象,则是因为接受新原点的时候,PULSE CODER必须收到一个信号,这是由马达转动一圈产生的。所以发生这种情况时只需将马达手动转动一下,关电再开电,再作输入即可。(准备工作即用以保证APZ可以顺利地被修改)
*做原点时可单根做也可多根轴一起做,视情况而定。
*做完后必须确认新原点位置。